



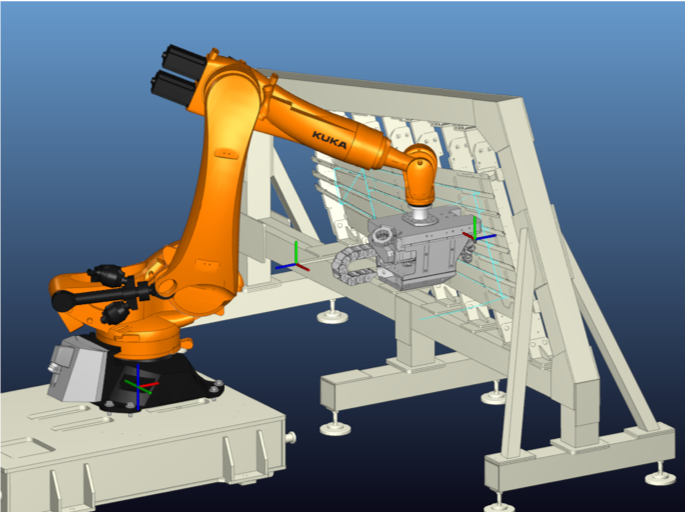
● 機械臂作為(wèi)載體為(wèi)制孔末端執行(xíng)器(qì)提供制孔所需的(de)位置和姿态,但(dàn)是機械臂本身(shēn)的(de)絕對定位精度在(zài)不(bù)同的(de)位姿差别較大,一般在(zài)1mm~3mm,不(bù)能滿足飛機制孔的(de)精度要求(±0.5mm)。
● 神工科(kē)技針對這(zhè)一難題開發出了基于軟件(jiàn)算法的(de)“絕對定位精度動态補償技術”,并針對不(bù)同的(de)應用(yòng)場景開發了兩個(gè)系列的(de)補償算法。以此提高(gāo)了機械臂的(de)絕對定位精度,達到±0.15mm的(de)水(shuǐ)平。

● 使設備制孔覆蓋率達到100%,滿足制孔全過程無人工幹預的(de)客戶需求。
● 實現人機兩用(yòng):提升零件(jiàn)裝夾質量和效率。

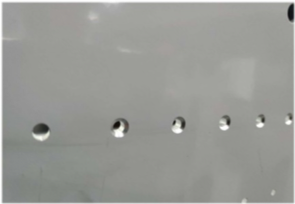
對于薄壁钣金的(de)典型工件(jiàn),剛性差、精度差,很難滿足制孔位置精度要求,且會(huì)出現層間孔位錯開等問題。神工機器(qì)人智能制孔系統完全滿足制孔要求。
對于薄壁钣金的(de)典型工件(jiàn),剛性差、精度差,很難滿足制孔位置精度要求,且會(huì)出現層間孔位錯開等問題。神工機器(qì)人智能制孔系統完全滿足制孔要求。
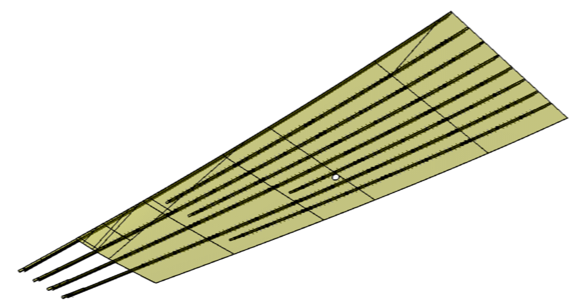
● 主機廠還存在(zài)很多工件(jiàn)數(shù)模不(bù)完善的(de)情況,神工通過與主機廠的(de)深度合作和對行(xíng)業、企業标準的(de)理(lǐ)解和掌握,具備對工件(jiàn)數(shù)模進行(xíng)處理(lǐ)和完善的(de)能力。
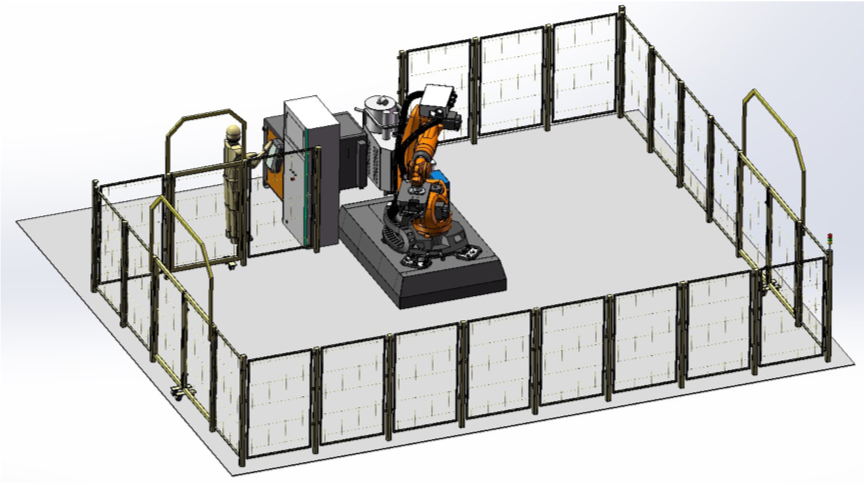
● 不(bù)同的(de)加工對象對機器(qì)人制孔系統的(de)需求差異巨大,需要對産品進行(xíng)一定的(de)定制化(huà)(huà),同時具有一定的(de)柔性。神工根植飛機裝備領域,緊密聯系用(yòng)戶,結合實際加工對象的(de)特點進行(xíng)産品定制化(huà)(huà)和系列化(huà)(huà)開發并承擔了推廣應用(yòng)的(de)任務(wù),具有較強的(de)柔性。

地(dì)址:北(běi)京市(shì)東城區(qū)和平裡(lǐ)北(běi)街6号26号樓1層102室
電話:010-82822099
市(shì)場銷售:[email protected]
人員招聘:[email protected]
傳真:010-82822099
Copyright © 人工智能版權所有



